


Компактные кузнечные нагреватели мультизонного разночастотного индукционного нагрева
Предприятиями "РЭЛТЕК" и "Роботерм" (Чехия) разработана новая серия установок индукционного нагрева кузнечных заготовок, в которых реализуется метод непрерывного трехзонного двухчастотного нагрева ферромагнитных цилиндрических заготовок. Конструктивно установка УИНД (для нагрева с последующей механической деформацией) выполнена с двухуровневой компоновкой. На верхнем уровне размещены три одинаковых по геометрическим параметрам и числу витков индуктора, а также механизмы подачи и съема заготовок. На нижнем уровне размещены блоки компенсации реактивной мощности индукторов, тиристорный преобразователь частоты, построенный по схеме двухэнерго-канального параллельного инвертора тока, насосная станция для охлаждения оборудования и микропроцессорная система управления. На рис. 1 представлена конструктивная схема размещения трех индукторов для нагрева заготовок диаметрами 90-150 мм.
Установка индукционного нагрева ЗАПОЛНИТЬ ОПРОСНЫЙ ЛИСТ
Управление мощностью первого индуктора осуществляется по первому энергоканалу преобразователя частоты, работающего на частоте 600 Гц, а управление суммарной мощностью параллельно соединенных второго и третьего индуктора производится по второму энергоканалу преобразователя частоты, работающего на частоте 1000 Гц. При этом обеспечивается заданная производительность установки 3,8 т/ч. Общая мощность преобразователя составляет 1750 кВт, а мощность по энергоканалам распределяется в процентном отношении.
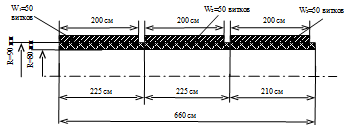
Рис. 1. Индукторы для 3-ехзонного нагрева
Технические характеристики установки УИНД 1750-0,6/1,2.
|
Установленная мощность среднечастотного оборудования |
1750 кВт |
|
Номинальная частота первого энергоканала |
0,6 кГц |
|
Номинальная частота второго энергоканала |
1,0 кГц |
|
Напряжение среднечастотной цепи max.
|
1200 В |
|
Производительность |
3800 кг/ч |
|
Минимальная продолжительность такта работы |
10 сек/шт |
|
Температура нагреваемых заготовок на выходе |
900 ÷ 1290 °C |
|
Точность измерения температуры |
1 % |
|
Размеры заготовок круглого сечения: диаметр длина |
90 ÷ 130 мм 180 ÷ 650 мм |
|
Способ загрузки холодных заготовок: автоматический
ручной |
- из вибрационного бункерного питателя - на входной конвейер |
|
Максимальная масса наполнителя паллеты |
2000 кг |
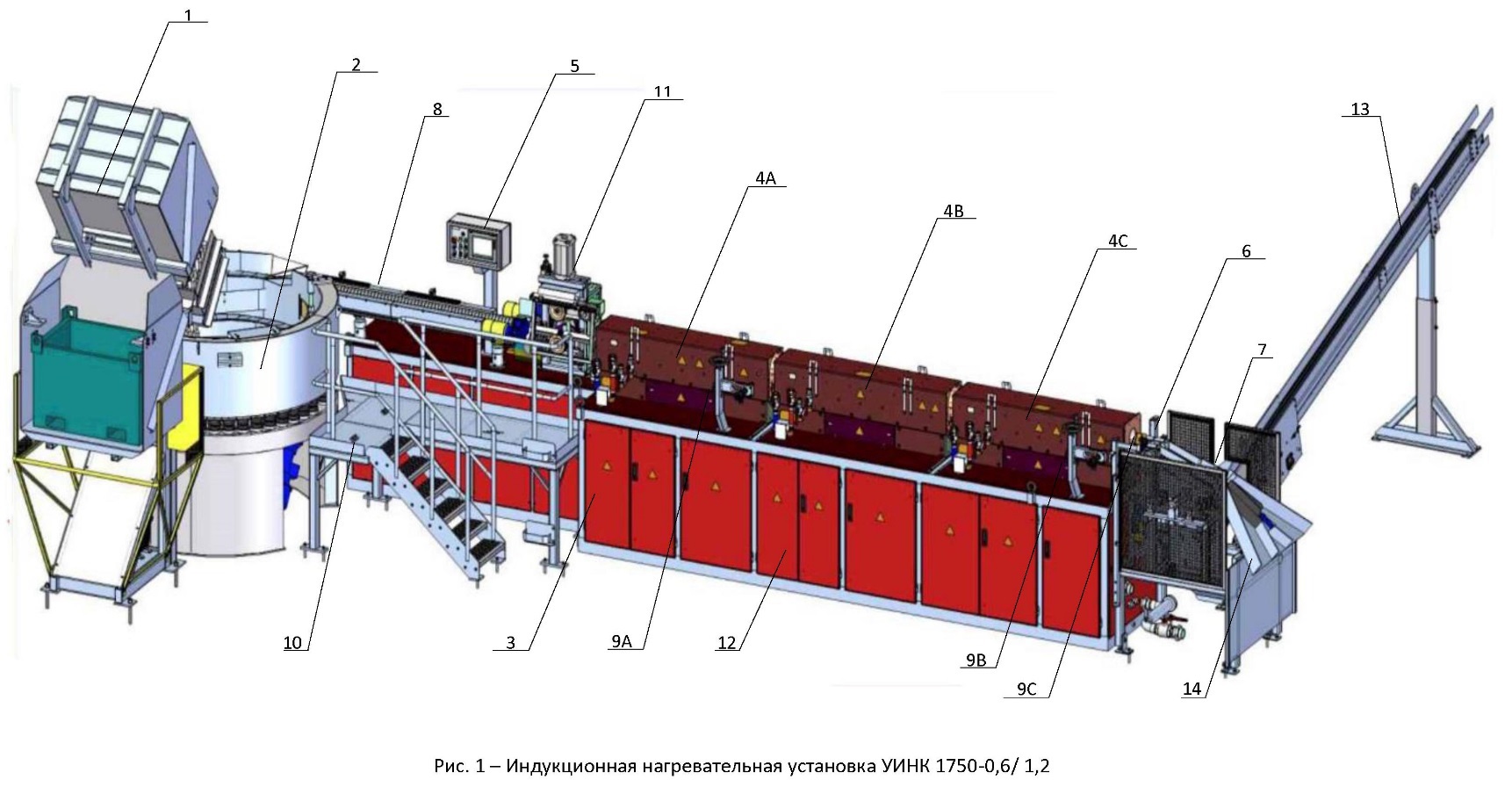
Состав о установки УИНД 1750-0,6/1,2:
1 – опрокидыватель паллет.
2 – вибрационный бункерный питатель.
3 – компактный индукционный нагреватель.
4А, 4В, 4С – индукторы.
5 – панель управления.
6 – роликовый выталкиватель.
7 – рычаг управления сортировщиком.
8 – входной конвейер (подающий транспортер).
9А, 9В, 9С - бесконтактные датчики температуры.
10 – рабочая площадка оператора.
11 – роликовый загрузчик.
12 – тиристорный преобразователь частоты.
13 – цепной выходной конвейер.
14 – сортировщик нагретых заготовок.
Обслуживающий персонал с помощью подъемника автопогрузчика устанавливает паллету с заготовками на площадку опрокидывателя паллет 1. При нажатии кнопки платформа опрокидывателя с паллетой начинает поворачиваться, при этом происходит их постепенное высыпание в вибрационный бункерный питатель 2. Обслуживающий персонал следит за тем, чтобы опрокидывание заготовок выполнялось порциями приблизительно 800 ÷ 1000 кг.
Из вибрационного бункерного накопителя заготовки выходят ориентировано (одна за другой) на входной конвейер 8. При загрузке вручную обслуживающий персонал укладывает заготовки из паллеты непосредственно на входной конвейер. Конвейер транспортирует заготовки на роликовый загрузчик 11. Оба ролика приводятся в движение, и их скорость можно настроить на панели управления 5. Роликовый загрузчик помещает заготовки в индуктор 4А. При помещении холодной заготовки в индуктор происходит выталкивание последней нагретой заготовки из индуктора 4C, и тем самым открывание светового затвора в конце индуктора. Роликовый загрузчик поворачивается до тех пор, пока последняя заготовка в индукторе своим концом не дойдет до светового затвора.
Нагретая заготовка с предварительно выбранным тактом нагрева выдвигается роликовым выталкивателем 6 на цепной выходной конвейер 13. Если заготовка не нагрета надлежащим образом, она по роликовому желобу (часть выходных механизмов) движется в сортировщик 14 и заслонкой направляется или к перегретым, или к недогретым заготовкам в соответствии с измеренной температурой.
Если заготовка нагрета надлежащим образом, она продолжает движение далее по выходному конвейеру в перпендикулярном направлении относительно оси нагревателя к прессу.
Данные о температуре нагреваемой заготовки снимаются бесконтактными датчиками температуры 9A, 9B и 9C. В соответствии с величиной температуры регулируется мощность нагревателя. Также в соответствии с температурой управляется работа сортировщика нагретых заготовок 14, который сортирует заготовки на три типа (надлежащим образом нагретые, недогретые и перегретые).
