Разработка и производство сложного наукоемкого электротехнологического оборудования
Телефон отдела продаж
+7(343)3794350
EN
+7(343)3794350


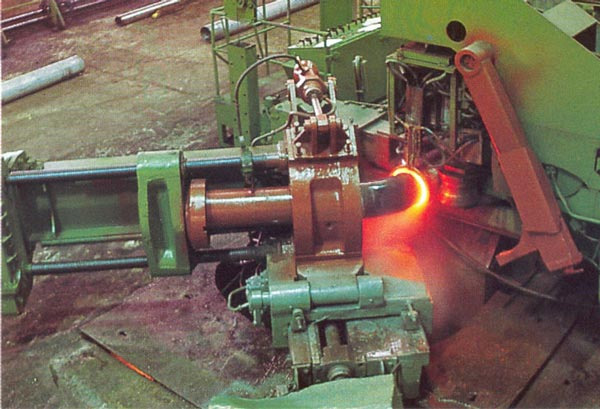
Установки индукционного нагрева для гибки труб серии УИНГТ

Установки индукционного нагрева серии УИН-Х-Х-ГТ предназначены для индукционного нагрева токами средней частоты труб перед их изгибом в одной или нескольких плоскостях.
Трубоизгиб УИН-Х-Х-ГТ может быть так же использован для контролируемого изгиба металлопроката и железнодорожных рельс.
Процесс гиба полностью автоматизирован, что позволяет исключить "человеческий" фактор, резко увеличивает производительность установки и качество получаемой продукции.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Наименование параметров |
УИН-800-1,0-ГТ |
УИН-400-1,0-ГТ |
|
Потребляемая мощность, кВт |
800 |
400 |
|
Частота контурной цепи, кГц |
1,0 |
1,0 |
|
Минимальный наружный диаметр, мм |
426 |
63,5 |
|
Максимальный наружный диаметр, мм |
1420 |
402 |
|
Минимальная толщина стенки, мм |
6,5 |
3,5 |
|
Максимальная толщина стенки, мм |
35 |
30 |
|
Скорость гибки, мм/с |
1...40 |
1...40 |

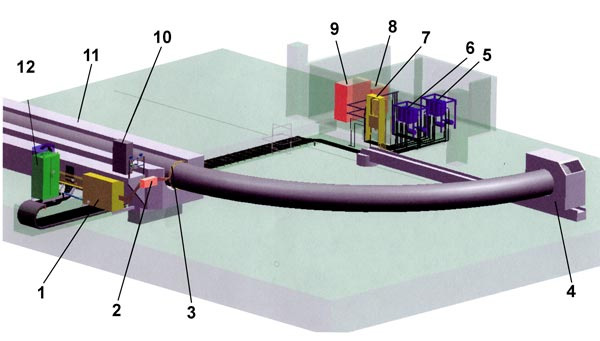
В состав установки индукционного нагрева для гибки труб входят:
• Блок конденсаторов с коммутационной аппаратурой (1).
• Блок согласующего среднечастотного трансформатора (2).
• Комплект сменных индукторов со спрейерами (3).
• Водило с устройством фиксации заготовки (4).
• Станция охлаждения №1 (5).
• Станция охлаждения №2 (6).
• Узел контроля охлаждающей воды (7).
• Высоковольтная ячейка для оперативной комутации силового трансформатора* (8).
• Силовой трансформатор типа ТСЗП или ТМП* (9).
• Пульт управления с микропроцессорной системой управления (10).
• Станина с падающим механизмом (11).
• Цифровой тиристорный преобразователь частоты (12).
*Для установок мощностью более 400 кВт.
Преимущества:
• Высокая точность гиба.
• Высокая производительность.
• Меньшие усилия, развиваемые трубогибом при деформации заготовки.
• Неизменное сечение трубы и толщины стенок трубных отводов после процесса гиба.
• Отсутствие остаточных напряжений в металле после гиба.
• Исключение коробления и порыва металла.
• Возможность получения крутозагнутых отводов с показателями 2 - 5 D.
• Для труб из нержавеющих марок стали индукционная гибка, с регулируемым водяным охлаждением, объединяет в себе процесс изгиба и термической обработки (закалки).
• Для труб из низколегированных, а также маргонцевистых и молибденовых марок стали не требуется дополнительная термообработка после проведения процесса индукционной гибки с принудительным воздушным охлаждением.
Применение:
• Изготовление трубопроводных отводов со средними диаметрами от 63,5 до 1420 мм для магистральных газо- и нефтепроводов;
• Производство торусов для черной металлургии, химической промышленности;
• Сгибание водопроводов и пароводов для термических и атомных электростанций;
• Производство заводских колен;
• Сборные бесшовные катушки;
• Трубопроводы среднего и высокого давления для парового крекинга;
• Спиральные змеевики.
Для получения высоких механических свойств и структуры металла после гиба, программируемая система управления трубогиба обеспечивает оптимальные технологически параметры процесса индукционноги гиба трубы (скорость, температура и время нагрева), как в фазе нагрева, так и фазе охлаждения.